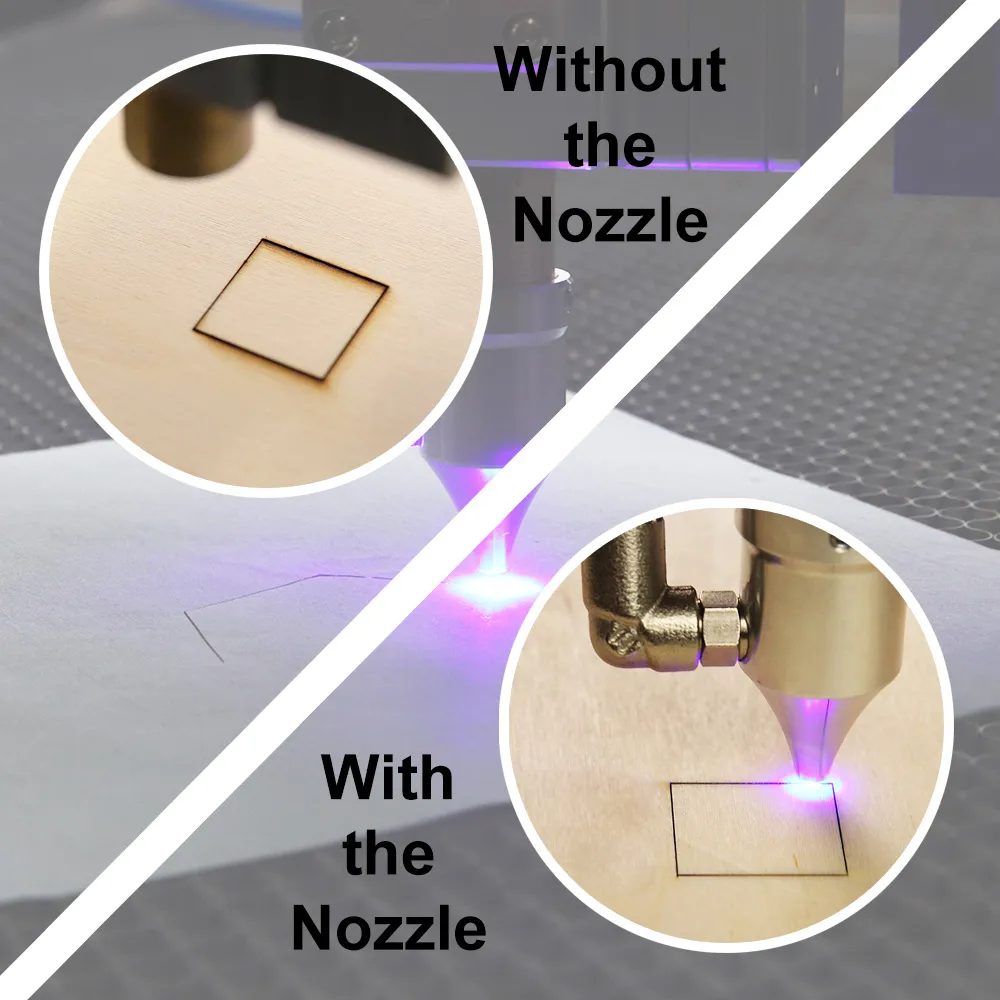
V dnešním článku se zaměříme na použití vysokotlaké ofukové trysky, díky které dokážete efektivně dělit nejrůznější materiály laserovým paprskem téměř bez opalu. Vysokotlaká vzduchová tryska je neocenitelným přínosem obzvláště při řezání ale i při gravírování. Dokáže totiž až 6,5x zrychlit řezání, zvýšit rychlost posuvu, u hran nezanechá téměř žádný opal (viz. obrázek níže v článku) a zároveň poslouží jako účinná ochrana laserové optiky před spalinami a prachem, což pocítíte zejména na prodloužení intervalu čištění čočky při intenzivním pravidelném laserování.
PŘEDNOSTI

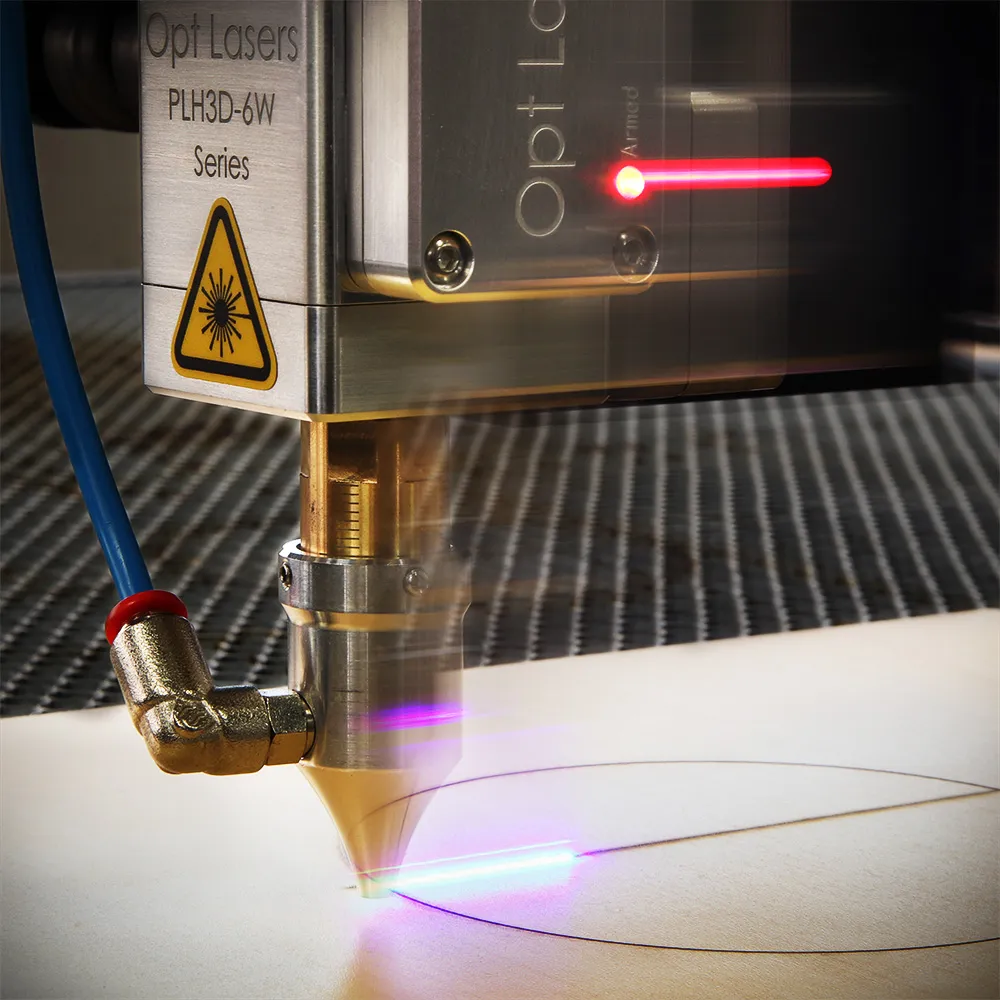
- Kompatibilní se všemi typy laserových hlav XF+ – Zákazníkům, kteří vlastní novou revidovanou laserovou hlavu XF+ pro laserové gravírování a řezání laserem, se dodává speciální pouzdro, aby byla kompatibilní s tryskou. Čtyři otvory pro šrouby zajišťují kompatibilitu jak s předchozí generací laserových hlav µSpot, tak s laserovou hlavou XF+ s včetně verze µSpot Lens.
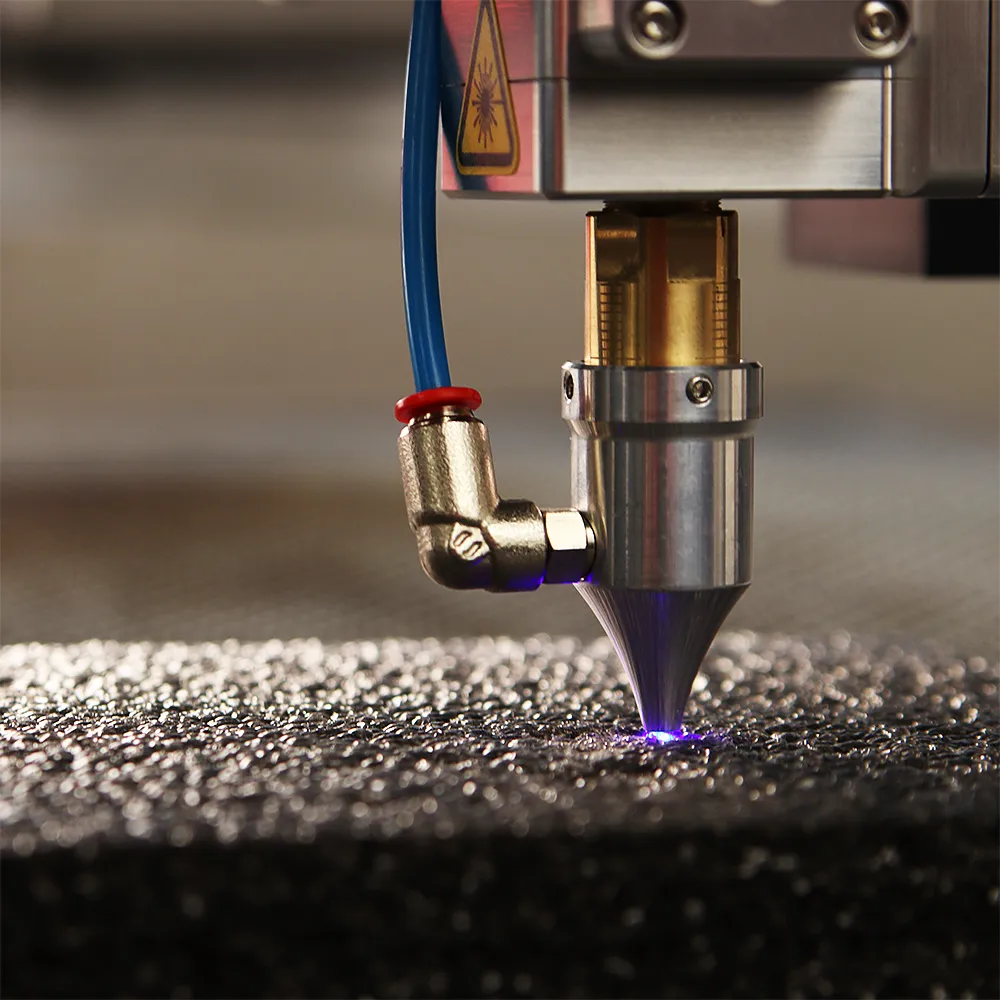
- Vysokotlaké proudění vzduchu - D2,2 mm otvor na výstupu usměrňuje proud vzduchu pro maximální rychlost jeho proudění.
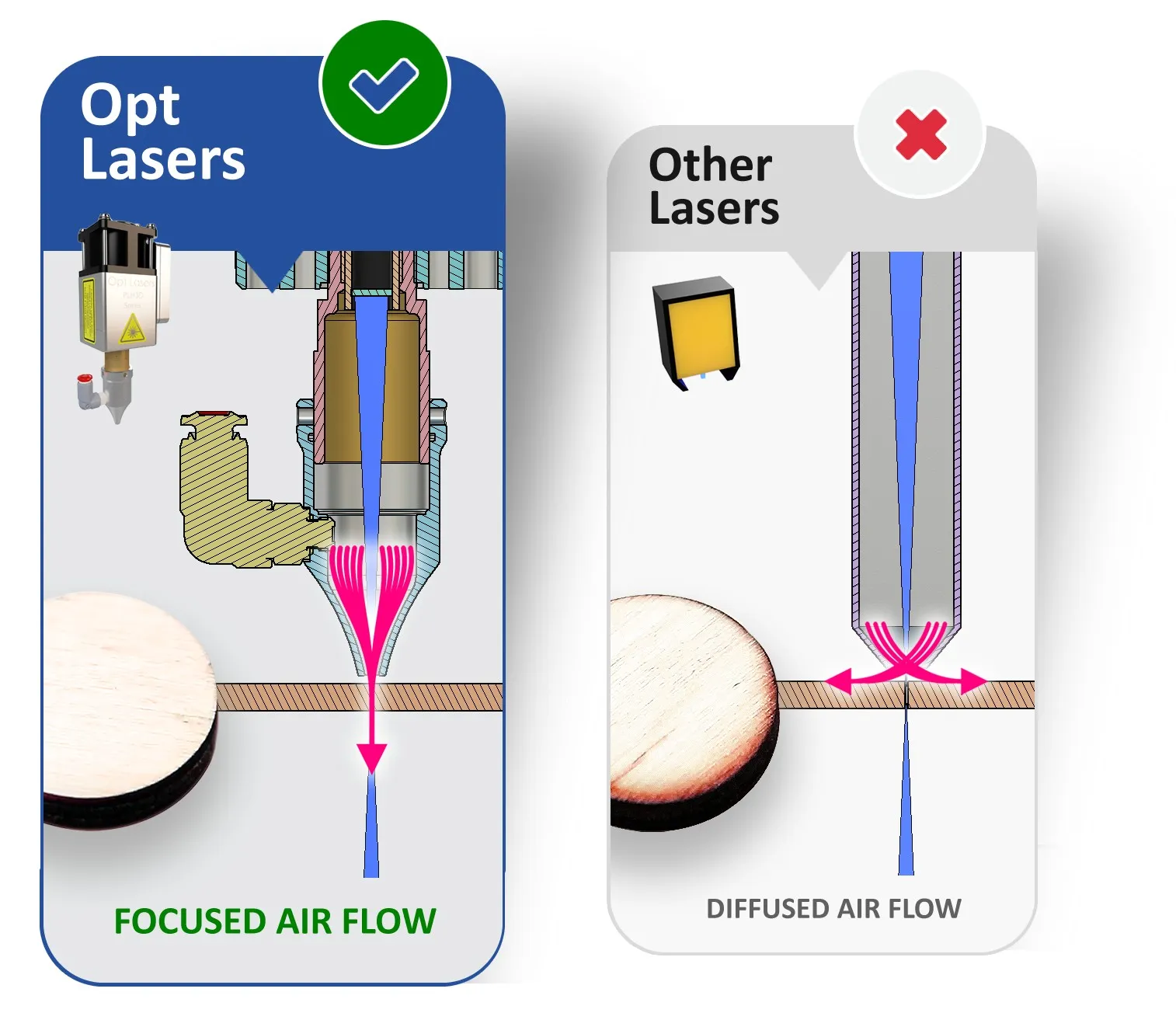
- Soustředěné proudění vzduchu . Usměrnění proudu vzduchu čistí drážku od výparů a tlačí horký vzduch dopředu, takže proces řezání je rychlejší a má lepší kvalitu výsledného řezu.
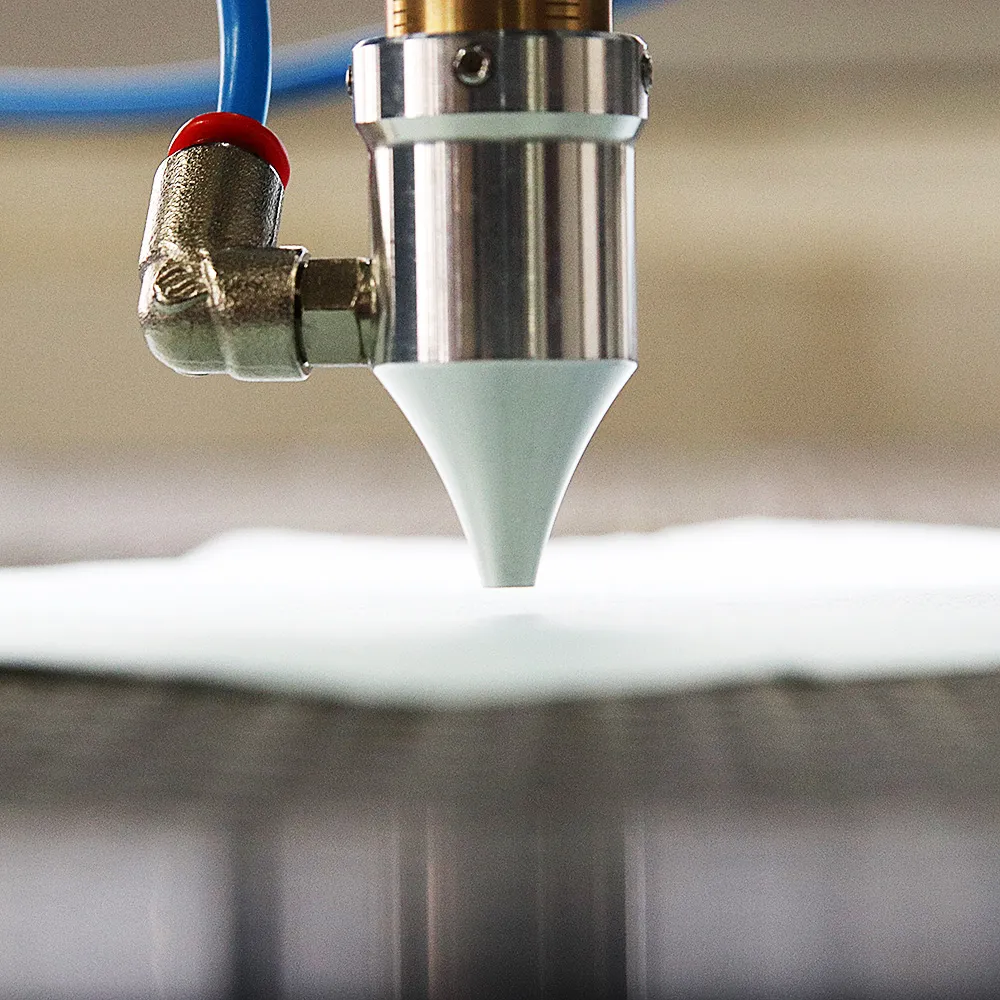
- Pohodlný připojovací konektor vzduchové hadice – Umožňuje pohodlné a zároveň rychlé připojení i odpojení stlačeného vzduchu. Lze tak poměrně rychle přecházet mezi prací s tryskou a bez ní.
- Nastavitelná výška trysky – Výšku trysky lze upravit v rozmezí +8/-4 mm pro XF+ a +5/-4 mm pro verzi µSpot Lens. Můžete tak řezat a laserově gravírovat i materiály s různými tloušťkami. (až 10 mm pro XF+ a až 7 mm pro XF+ s µSpot Lens Upgrade) Aktuálně nastavená výška je označena ryskami, pro její snadné opětovné přenastavování.
- Vzduchotěsné těsnění O-Ring – Dobře nastavené O-kroužky zajišťují udržení maximální čistoty přední čočky a také stabilní a přesné nastavení výšky trysky.
- Lehká hliníková konstrukce – Lehká průmyslová hliníková konstrukce poskytuje zanedbatelnou přidanou hmotnost a zároveň tvoří robustní kryt.
- Optimálně navržený tvar výstupu – Tvar výstupu vzduchu kopíruje sbíhající se laserový paprsek po celé jeho délce.
- Hladké vnitřní plochy trysky – Hladké vnitřní povrchy zajišťují tichý provoz bez pískání.
Univerzální kompatibilita se všemi typy čoček laserových hlav XF+

Výhody použití
zRychlení laserového řezání a gravírování
Vysokotlaká vzduchová tryska může urychlit řezání a gravírování laserem až 6,5krát, jakmile je určeno správné množství proudu vzduchu pro konkrétní materiál, dochází k odstranění kouře, přebytečných sazí, prachu a zuhelnatělých zbytků, které by jinak laserovému paprsku překážely.
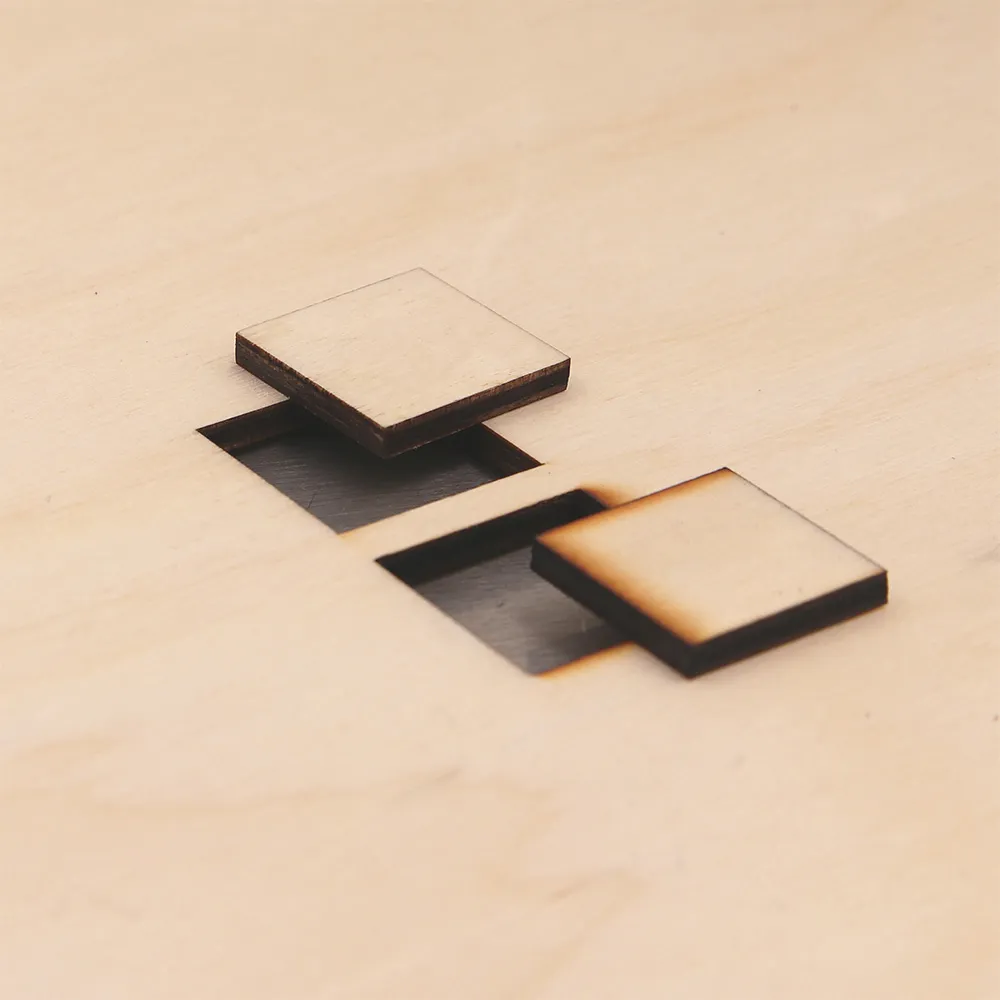 Snížení opalu hrany řezu
Snížení opalu hrany řezu
Použití vysokotlaké ofukové trysky eliminuje nebo minimalizuje výskyt spálených hran. Umožňuje také dosáhnout homogennějšího odstínu gravírování a lepší ostrosti v případě laserového gravírování obrázků a fotek.
sjednocení barvy hran a odstínů gravírování
Odstraněním zuhelnatělých zbytkových částic poskytuje vysokotlaká vzduchová tryska rovnoměrnější okraje řezaného předmětu a podstatně snižuje riziko vzniku defektů v těchto částech. Poskytuje také konzistentní odstín v případě gravírování.
 Ochrana čočky laseru
Ochrana čočky laseru
Vysokotlaká vzduchová tryska chrání přední čočku před kouřem, prachem a vzduchem přenášenými karbonizovanými molekulami čímž prodlužuje její životnost a intervaly mezi rutinními čištěním čočky.
zvýšení bezpečnosti uživatelů
Tryska zmenšuje prázdný prostor mezi laserovou hlavou a zpracovávaným materiálem a ztěžuje tak nechtěným předmětům vstoupit do dráhy paprsku.
 zefektivnění přenosu energie
zefektivnění přenosu energie
Unikátní tvar trysky umožňuje prouděním vzduchu přenášet teplo přímo do místa řezu a následně jej rovnoměrně rozkládat v celé jeho délce, což zefektivňuje přenos tepla do materiálu a zajišťuje kvalitnější a čistší řez.
Vyhlazování jemných materiálů
Vysokotlaká vzduchová asistenční tryska je obzvlášť užitečná pro řezání a gravírování textilií nebo jemných vrstev materiálů. Tlak z proudu vzduchu přitlačuje zpracovávaný materiál k podkladu a dokáže tak vyrovnávat jakékoli zvlnění či hrboly. Linie řezu tak i těchto materiálů budou pravidelné a ostré.
 zjednodušení procesu kalibrace
zjednodušení procesu kalibrace
Špička trysky může sloužit jako alternativní referenční bod pro kalibraci pracovní vzdálenosti pomocí dotykových sond.
praktické rady a doporučení
Vhodný kompresor
Téměř jakýkoliv kompresor je pro přívod vzduchu do vysokotlaké ofukové trysky použitelný avšak vzhledem k tomu, že optimální průtok vzduchu tryskou je potřeba stanovit experimentálně (pro každý jiný typ zpracovávaného materiálu), nemusí být s extrémně malými kompresorovými jednotkami vždy dosaženo těch nejlepších možných výsledků. V ideálním případě tak doporučujeme spíše kompresor se vzdušníkem u jehož velikosti vycházejte z posouzení plánované četnosti používání, potřebným průchodem vzduchu a intervalem spínání kompresoru pro dotlakování. Obecně můžeme doporučit kompresor s reálným průtokem vzduchu 10-12 l/min a kapacitou kapacitou vzdušníku min. 24 litrů. Nic vám však nebrání vyzkoušet i mnohem menší kompresory s 5l příp. žádným vzdušníkem.
Doporučené hodnoty průtoku vzduchu
Podle našich zkušeností je reálná hodnota průtoku vzduchu 10-15 l/min horní hranicí a pro většinu materiálů zcela dostačující. Nedoporučujeme jít nad 15-20 l/min. Nad 20 l/min se rychlost řezání laserem u všech materiálů snižuje. Jako výchozí bod doporučujeme skutečnou hodnotu průtoku vzduchu 10 l/min. Pak můžete experimentovat s použitím mírně vyšší rychlosti proudění vzduchu, protože optimální hodnota proudění vzduchu se liší materiál od materiálu.
Obecně platí, že pro řezání laserem obvykle najdete optimální hodnotu skutečného průtoku vzduchu v intervalu mezi 10-15 l/min.
Pro laserové gravírování doporučujeme hodnoty průtoku vzduchu 1-3 l/min.
orientAČní hodnoty tlaku vzduchu
1. Nízký tlak (1-2 bary): Tento tlak je vhodný pro jemné gravírování a řezání tenkých materiálů, kde je potřeba minimalizovat riziko poškození materiálu nebo rozfoukání jemných částic.
2. Střední tlak (2-4 bary): Tento rozsah je často používán pro běžné řezání a gravírování, kde je potřeba dostatečný průtok vzduchu k odstranění kouře a zbytků materiálu z řezné dráhy.
3. Vysoký tlak (4-6 barů): Vyšší tlak je vhodný pro řezání silnějších materiálů nebo pro aplikace, kde je potřeba intenzivní chlazení a odstranění velkého množství zbytků.
ukázka použití na nejběžnějších materiálech

Galerie
