UCCNC DIAGNOSTIKA
V dnešním článku se blíže seznámíme s kartou Diagnostika v řídícím programu UCCNC.
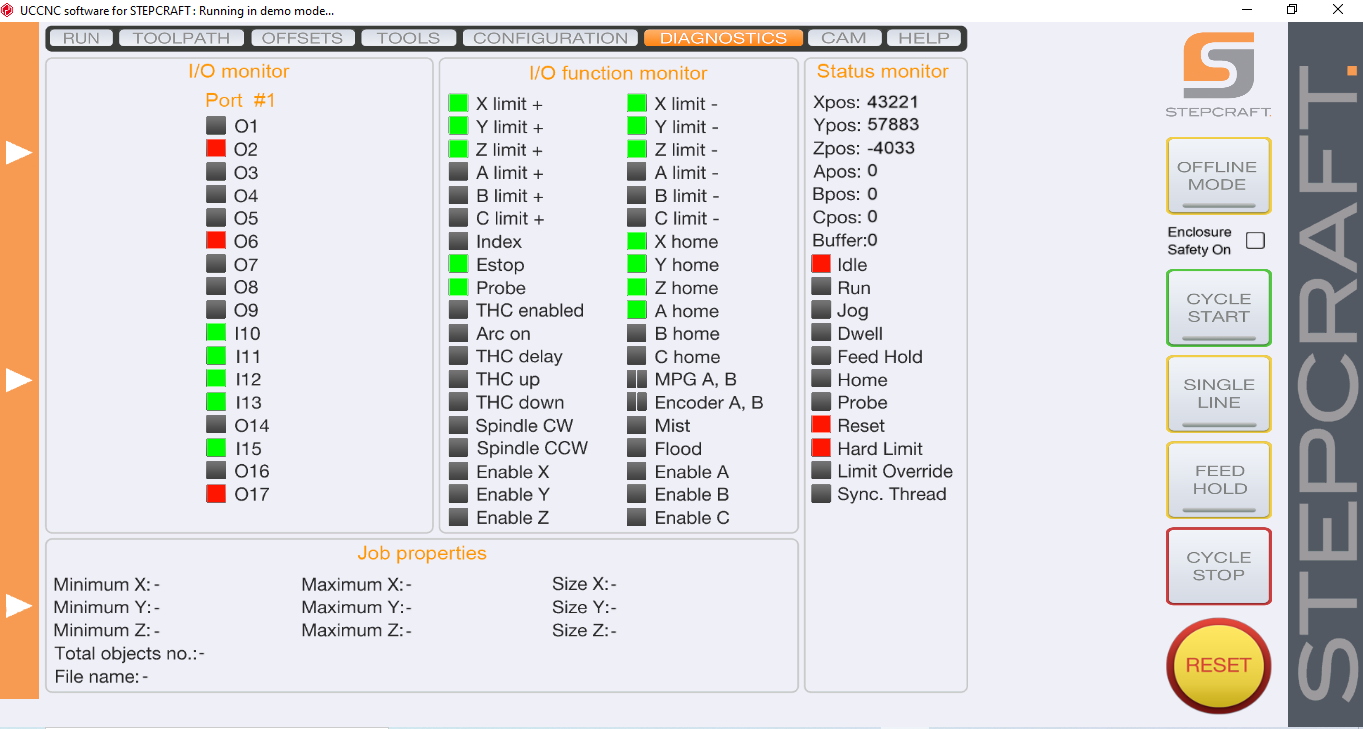
Diagnostická stránka obsahuje vizuální zpětnou vazbu různých vstupů a výstupů, signálů, příkazů a stavů. Hodnoty zpětné vazby se zobrazují pomocí virtuálních kontrolek (zbarvených dle aktuálního stavu viz. níže) rozdělených do několika bloků:
I / O monitor:

Tento sloupec zobrazuje kontrolku pro každý vstupní a výstupní kolík (pin) z převodníku UC100. Stavy kontrolek odpovídají logické úrovni vstupů a výstupů. Pokud je kontrolka šedá, znamená to že vstup nebo výstup je neaktivní. Pokud je kontrolka zelená, jedná se o aktivní vstup a v případě kontrolky červené o aktivní výstup.
I/O function monitor
který zobrazuje právě aktivní vstupní a výstupní signály-příkazy počínaje kontrolkami pro překročení pracovního rozsahu v příslušné ose (Limit +/ Limit -), aktivaci STOP tlačítka, aktivací režimu THC (dočasné odpojení řídících vstupů). Dále je v tomto sloupci zobrazen aktuální stav koncových spínačů, aktivace funkce dočasné vyřazení koncových spínačů (Override limit), postřik(Mist), záplavě(flood), deaktivaci 4-6 osy.
Status monitor:
Tento sloupec zobrazuje interní UC100 počítadlo kroků pro jednotlivé osy, aktuální buffer a stavy příkázů Idle, Run, jog, dwell, Feedhold, Home, Probe, Reset, Hard Limit, Override limits a Sync. Thread
Job properties
V tomto bloku jsou zobrazeny základní rozměrové informace o aktuálně načteném G-kódu. Jsou zde uvedeny minimální a maximální strojní souřadnice (X; Y; Z) do kterých se CNC systém bude přesouvat během práce, dále zadaná velikost materiálu, počet samostatných objektů načtených v G-kódu a název a cesta k načtenému G-kódu.