INSTALACE AKTUÁLNÍCH SOUBORŮ PRO ZÁSOBNÍK SMART
vzhledem k odlišnému cyklu automatické výměny nástroje u zanořeného zásobníku SMART a klasického lineárního zásobníku, je pro jeho úspěšný provoz potřeba stáhnout aktuální makra ke stažení zde.
1) Archiv macros_atc_uccnc.zip si stáhněte na svůj disk, dekomprimujte jej a soubory m6.txt, m20204.txt, m20206.txt nahrajte do adresáře s makry vašeho cnc systému.
2) Spusťte řídící software UCCNC, proveďte standardní proceduru HOME ALL a pomocí manuálního režimu polohování (jog menu) naveďte Váš CNC systém nad střed nástrojové pozice T1

3) V manuálním módu naveďte CNC do pozice těsně nad lože kleštinového upínače tak jak vidíte na následujícím obrázku a pomocí papírkové metody definujte nulový bod pro osu Z, tak aby ležel přesně na horní ploše lože kleštinového upínače

4) pomocí ručního jog menu opatrně a pomalu sjeďte v ose Z o dalších 7,5mm níže a zkontrolujte zda kleštinový upínač do svého lože dosedl

5) Přepněte se pomocí tlačítka MACHINE z pracovních souřadnic do souřadnic strojních a poznamenejte si jejich hodnoty pro osy X,Y,Z jako hodnoty ToolX[1], ToolY[1] a Ztoolrelease.

6) Přesuňte CNC pomocí jog menu nad střed integrovaného senzoru odměřování délky upnutého nástroje a poznamenejte si pozici X a Y (ve strojních souřadnicích) jako TLSX[0], TLSY[0]
7) Vaši frézovací jednotku nastavte na maximální možné otáčky (např. příkazem S25000), spusťte ji, vyčkejte dosažení zadaných otáček, vypněte ji a změřte čas potřebný k jejímu úplnému zastavení. Zjištěnou hodnotu převeďte na milisekundy (=vynásobte 1000) a údaj si poznamenejte jako hodnotu M3 Delay after off
pozn: pokud používáte nadstandardně velké a těžké nástroje, doporučujeme pro měření času prostoje použít Váš nejtěžší/největší nástroj
EDITACE ZÁKLADNÍHO MAKRA PRO AUTOMATICKOU VÝMĚNU NÁSTROJE M6
8) Rozklikněte kořenový adresář vašeho UCCNC, nalezněte složku s makry pro profil Vašeho stroje a pomocí textového editoru otevřete nově nainstalovaný soubor M6.txt
9) V souboru M6.txt vyhledejte (např. pomocí příkazu Ctrl+F) řádek ToolX[1]=hodnota a řádek ToolY[1]=hodnota a namísto hodnot dosaďte Vámi zjištěné souřadnice
10) Doplňte souřadnice i pro zbývající pozice ToolX[2-XX];ToolY[2-XX] v sekci // (2) STEPCRAFT tool holder XY positions (Vzhledem k tomu že rozteč mezi loži je 45 mm a zásobník je umístěn rovnoběžně s osou Y, lze pozice ToolX[2-XX] jednoduše dopočítat a pozice ToolY[2-XX] by měli být shodné s pozicí ToolY[1].)

11) V souboru M6.txt vyhledejte (např. pomocí příkazu Ctrl+F) řádek double Ztoolrelease=hodnota a řádek double Ztoolpickup=hodnota a obě hodnoty přepište na Vámi zjištěné souřadnice Ztoolrelease

12) V souboru M6.txt vyhledejte (např. pomocí příkazu Ctrl+F) řádek if(Newtool <1 || Newtool >10) a v případě že používáte méně než 10 pozic, číslo 10 opravte na číslo odpovídající počtu Vámi používaných pozic
EDTACE MAKRA PRO AUTOMATICKÉ ODMĚŘOVÁNÍ NÁSTROJŮ V ZÁSOBNÍKU M20206
13) Rozklikněte kořenový adresář vašeho UCCNC, nalezněte složku s makry pro profil Vašeho stroje a pomocí textového editoru otevřete nově nainstalovaný soubor M20206.txt
14) V souboru M20206.txt vyhledejte sekci označenou jako // (2) STEPCRAFT tool holder XY positions a upravte její hodnoty tak, aby odpovídal hodnotám které jste v předchozích krocích zadávali do stejné sekce // (2) STEPCRAFT tool holder XY positions v souboru M6.txt a stejný postup aplikujte i pro sekci // (4) STEPCRAFT basic parameters for tool change

EDITACE MAKRA PRO AUTOMATICKÉ ODMĚŘOVÁNÍ NÁSTROJŮ V ZÁSOBNÍKU M20204
15) V souboru M20204.txt vyhledejte sekci označenou jako //TLS Position a upravte TLSX[0] = hodnota a TLSY[0] = hodnota tak, aby odpovídala hodnotám které jste si poznamenali viz. krok č.6

ÚPRAVA PARAMETRŮ UCCNC
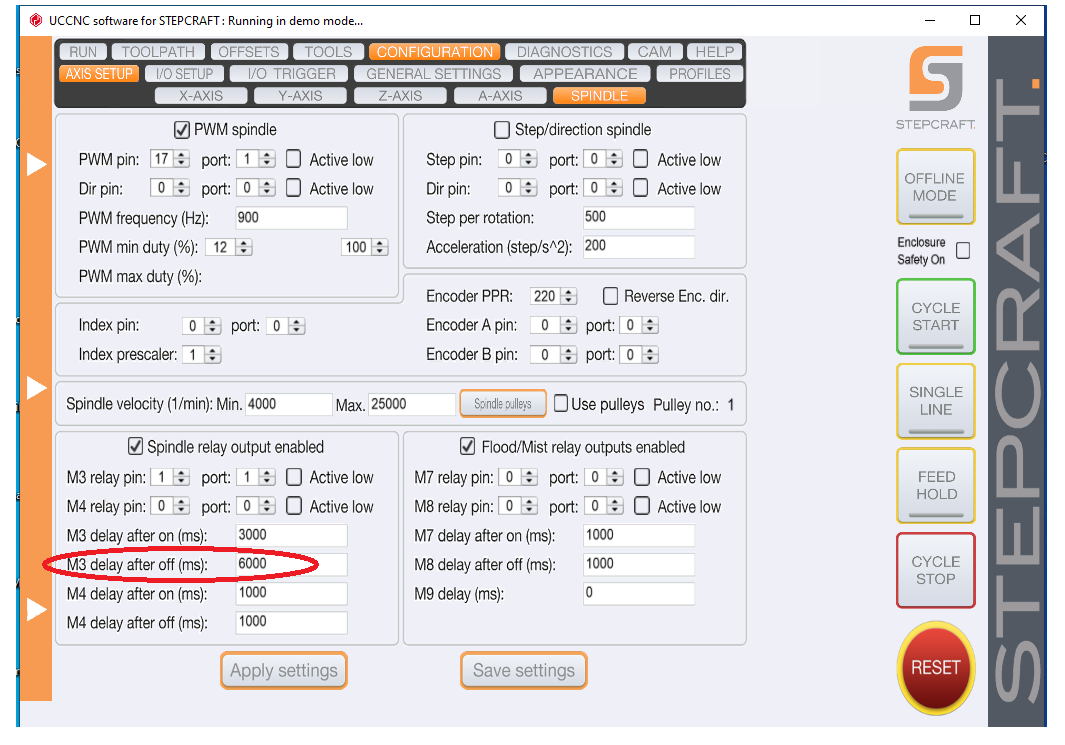
16) Spusťte UCCNC a rozklikněte list CONFIGURATION/AXIS SETUP/SPINDLE a přepište hodnotu M3 delay after off na hodnotu kterou jste si poznamenali jako M3 Delay after off (viz. krok č.7). zadání potvrďte stiskem klávesy enter a uložte pomocí tlačítek Apply setting a Save setting