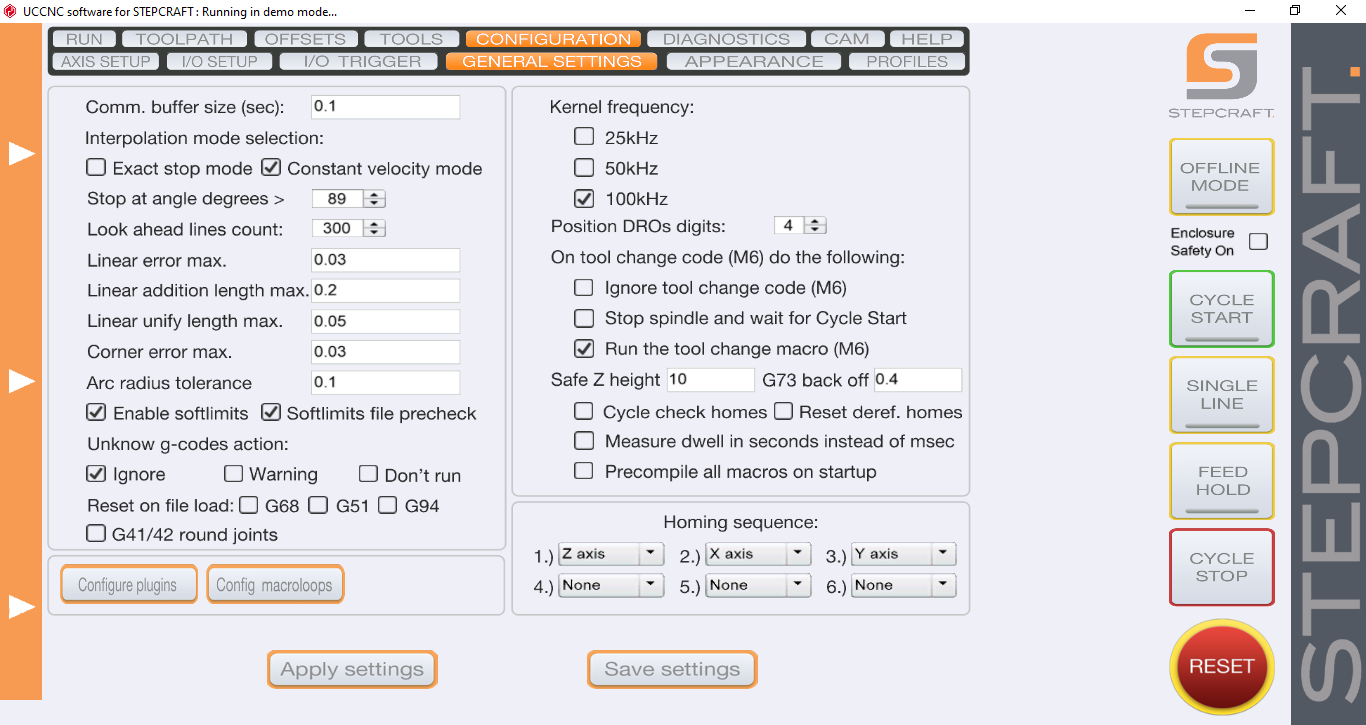
V dnešním článku si popíšeme a vysvětlíme jednotlivé funkce a možnosti nastavení, které nám UCCNC nabízí v levé části karty Configuration/General Settings
Comm.buffer size (sec) (velikost vyrovnávací komunikační paměti)
Tento parametr určuje velikost komunikační vyrovnávací paměti v sekundách. Snížením tohoto parametru lze zrychlit odezvu při stisknutí jednotlivých kláves, přičemž doporučený interval by se měl pohybovat v rozmezí 0,05 sekundy (50 milisekund) až 0,5 sekundy (500 ms).
pozn.: V naprosté většině případů je doporučená optimální hodnota kolem 0,1 sekundy (100 milisekund).
Interpolation mode selection (výběr způsobu interpolace)
Exact stop mode (režim přesného zastavení)
V případě aktivace tohoto režimu, bude CNC systém vykonávat pohyb naprosto přesně tak, jak je zadáno v g-kódu tzn. pokud například oblouk nebude definován jako rádius (matematická funkce), ale jako větší množství malých segmentů(úseček), CNC systém bude vykonávat "trhaný pohyb" jelikož zmíněný oblouk bude považovat za množství miniaturních segmentů(úseček). Tzn. na začátku každé takovéto miniaturní úsečky zrychlí a na jejím konci zpomalí.
pozn.: Nevýhodou tohoto režimu interpolace je delší pracovní cyklus, vyšší namáhání stroje způsobené neustálým zrychlováním a zpomalováním a neplynulý pohyb. Na druhou stranu, pokud se jedná o frézování naprosto přesných dílů, bude odchylka(tolerance) od požadovaných rozměrů téměř nulová (resp. ovlivněna pouze maximální opakovatelnou přesností stroje)
Constant Velocity mode (režim udržování konstantní rychlosti)
V tomto režimu bude CNC systém svou dráhu(trajektorii) přizpůsobovat dle zvolených parametrů snaze o zachování konstantní rychlosti. Aby tento režim fungoval, je třeba tyto parametry nejprve definovat (jaké to jsou parametry a jak je definovat se dozvíte v následujících odstavcích) Režim konstantní rychlosti se doporučuje používat při vysokorychlostním obrábění, frézování grafiky, 3D reliéfů, zdobných nápisů a dalších aplikacích jakými jsou například frézování dřeva a materiálu na jeho bázi. Tento režim lze také použít pro obrábění součástí s malými tolerancemi, avšak v tomto případě je potřeba správně nastavit všechny potřebné omezující parametry (maximální přípustné odchylky od definované trajektorie). Jedná se v podstatě o hledání kompromisu mezi konstantní rychlostí posuvu a přesností. Čím vyšší je povolená odchylka, tím rychleji bude úloha dokončena, protože plánovač pohybu bude mít větší prostor pro optimalizaci dráhy na úkor přesnosti.
pozn.: Přesností v tomto smyslu rozumějte odchylku v řádu pod 0,1 mm tzn. v případě obrábění dřeva a materiálů na jeho bázi, vzhledem k jejich sesychání a bobtnání, se jedná o hodnotu spíše teoretickou
Stop at angle degrees: (přerušení optimalizace dráhy při napojení segmentů pod úhlem)
Tento parametr je udáván ve stupních a určuje při jakém úhlu napojení dvou segmentů(úseček) bude plánovač optimální dráhy napojení považovat za roh a kdy naopak za kontinuální napojení tzn. oblouk. V případě nastavení tohoto parametru na 90° bude plánovač pravý úhel napojení považovat za roh tzn. v rohu se zastaví, změní směr a bude pokračovat, kdežto v případě napojení dvou segmentů pod úhlem 89° bude napojení považovat za oblouk a tudíž se jej bude snažit vyhladit.
pozn.: zjednodušeně řečeno v případě nastavení této hodnoty na 90° bude při napojení dvou úseček pod úhlem 90° plánovač trajektorie optimalizovat dráhu až k bodu napojení, v něm s optimalizací skončí a další optimalizaci zahájí až za rohem(resp. od tohoto rohu) kdežto při napojení 89° bude plánovač trajekktorie do optimalizace zahrnovat segmenty které jsou před rohem v rohu i za ním (tzn. udělá z něj zatáčku - její prudkost následně ovlivňuje nastavení Corner error max. viz níže).
Look forward lines count: (počet řádků použitých pro aktuální výpočet optimalizace dráhy)
Tento parametr definuje, jak daleko dopředu se plánovač dráhy dívá v zavedeném G-kódu. Tzn. kolik řádek resp. segmentů bude plánovač trajektorie zahrnovat do aktuálního výpočtu optimální dráhy. Nastavením tohoto parametru na vysokou hodnotu lze dosáhnout lepší interpolace konstantní rychlosti (větší plynulosti pohybu) a to obzvláště, pokud je dráha pohybu sestavena z miniaturních segmentů.(viz článek funkce Proložit křivkou) Vzhledem k neustálému přepočítávání plánované dráhy je hodnota tohoto parametru přímo závislá na výkonu Vašeho počítače a to tak, že čím vyšší bude hodnota tohoto parametru, tím vyšší budou i nároky na výpočetní výkon a paměť.
pozn.: Základní nastavení tohoto parametru je na hodnotě 200 řádků, což je dostatečné pro většinu standardních případů.
Linear error max.: (maximální tolerovaná lineární chyba)
Tento parametr nastavuje maximální tolerovanou lineární chybu interpolace a je brán v zřetel pouze při režimu konstantní rychlosti. Čím vyšší hodnota tohoto parametru, tím rychleji bude úloha dokončena, protože plánovač optimální trajektorie bude moci o to více zkracovat resp. korigovat optimální dráhu, avšak cenou za to je menší teoretická přesnost obráběného. Následující obrázek ukazuje princip fungování tohoto parametru resp. rozdíl mezi zadanou a optimalizovanou trajektorií, přičemž obrázek je jen zjednodušený pohled, protože v každém novém bodě cesty jsou všechny předchozí do optimalizované dráhy zahrnuté i nahrazené segmenty znovu kontrolovány.

pozn.:
Černá barva představuje zadanou dráhu tzn. dráhu která bude vykonána v případě aktivace režimu exact stop mode
Zelená barva představuje hodnotu Linear error max.
Modrá barva představuje optimalizovanou dráhu
Červená barva představuje dráhu která by byla ideální, avšak vzhledem k tomu že odchylka pro P5 je větší než nastavená hodnota linear error max, bude místo ní vykonána dráha modrá a od bodu P5 bude probíhat proces výpočtu optimalizace dráhy znovu.
Linear addition length: (maximální délka nahrazujícího segmentu)
Tento parametr je v přímé souvislosti s parametrem "Linear error max." a definuje maximální délku vektoru, kterým může plánovač trajektorie nahrazovat jednotlivé segmenty, které se vejdou do nastavené tolerance "Linear error max." a zároveň jsou všechny samostatně kratší nebo stejně dlouhé jako délka udaná parametrem "Linear unify length".
pozn. zjednodušené řečeno jak maximálně dlouhá může být modrá úsečka na předchozím obrázku
Linear Unify length: (maximální délka nahrazovaných segmentů)
Tento parametr určuje maximální délku segmentů, které může plánovač optimální trajektorie nahrazovat/sjednocovat, tzn. jaké nejdelší jednotlivé segmenty mohou být sjednoceny/nahrazeny.
pozn. pokud bychom na předchozím obrázku považovali vzdálenosti mezi segmenty P1 a P2, P2 a P3 a P3 a P4 za vzdálenosti kratší než 10mm kdežto vzdálenost mezi P4 a P5 za vzdálenost větší než 10 mm, při nastavení parametru Linear Unifi length na hodnotu 10mm by modrá čára na předchozím obrázku vedla jen do bodu P4 namísto P5
Corners error max.:
Tento parametr nastavuje maximální odchylku od zadaného rohu a určuje, do jaké maximální vzdálenosti v takovém případě může plánovač trajektorie umístit rádius "zatáčku" od zadaného bodu (P2) Čím vyšší hodnota tohoto parametru tím plynulejší a rychlejší bude výsledná optimalizovaná dráha.

pozn.:
Černá barva představuje zadanou dráhu tzn. dráhu která bude vykonána v režimu exact stop mode
Zelená barva představuje hodnotu Corners error max. tzn. maximálné možnou vzdálenost od P2 do které plánovač může umístit optimalizovanou dráhu
Modrá barva představuje optimalizovanou dráhu
tento parametr nastavuje akceptovatelnou odchylku poloměru oblouků, které jsou naprogramovány v režimu radius (R). (tzn. definovány počátečním a koncovým bodem oblouku + vzdáleností od jeho středu) Pokud je oblouk naprogramován s parametrem poloměru (R), je možné nastavit poloměr příliš malý, aby bylo možné definovat středový bod mezi počátečním a koncovým bodem oblouku. Pokud je poloměr menší než polovina vzdálenosti mezi počátečním a koncovým bodem, pak nelze oblouk matematicky definovat. Vzhledem k tomu, že CAM softwary často nedefinují poloměr dostatečně přesně (zaokrouhlují), může při zaokrouhlování nastat situace kdy zadaný oblouk bude příliš malý, což by následně vedlo k chybě v plánování trajektorie. Aby k této matematické chybě nedocházelo, plánovač trajektorie v případě zjištění takové skutečnosti jednoduše vypočítá souřadnice středového bodu oblouku jako polovinu vzdálenosti mezi počátečním a koncovým bodem oblouku, následně provede kontrolu nově definovaného středu oblouku (vzdálenost středu oblouku od jeho počátku a konce musí být menší nebo větší než jeho poloměr +/- přípustná odchylka poloměru oblouku) a namísto původního matematicky nedefinovatelného oblouku použije tento.
pozn.: čím nižší hodnota parametru Arc radius tolerance bude nastavena, tím přesnější oblouk avšak pomalejší a méně plynulý pohyb a naopak čím vyšší hodnota , tím rychlejší a plynulejší pohyb avšak zároveň i menší přesnost.
ENABLE SOFTLIMITS
odškrtnutím tohoto políčka dojde k deaktivaci funkce softlimits tzn. vyřazení software limitů bránících CNC systému v krajních pozicích najet při pohybu na koncové spínače.
pozn.: Obdobně funguje i funkce "Override limits" avšak oproti této funkci se nejedná o změnu dočasnou tzn. softlimity budou vyřazeny dokud je znovu neaktivujete zaškrtnutím zmíněné volby
SOFTLIMITS FILE PRECHECK
tato funkce kontroluje zavedený G-kod ještě před jeho spuštěním a v případě že by při jeho vykonávání mělo dojít k aktivaci některého softlimitu, upozorní na tuto skutečnost obsluhu a neumožní g-kód spustit. Zjednodušeně řečeno tato funkce kontroluje zda nástrojové dráhy k nahraném g-kódu nejsou větší než pracovní rozsah stroje.
UNKNOWN G-CODE ACTION
tato funkce určuje jak řídící software naloží s neznámými/nepodporovanými parametry nahraného g-kódu. V případě výběru možnosti:
"Ignore" - zavedený g-kód bude spuštěn bez jakýchkoli námitek.
"Warning" - zavedený g-kód bude před spuštěním vyžadovat potvrzení operátora
"Don´t run" - zavedený g-kód nebude spuštěn
RESET ON FILE LOAD
pokud používáte některý z korekčních parametrů, bude tento, při aktivaci funkce reset on file load, během zavedení nového g-kódu resetován
G68 (pootočení pracovního souřadného systému)
G51 (upravené měřítko)
G94 (rychlost posuvu)
G41/42 (kompenzace řezného průměru nástroje)