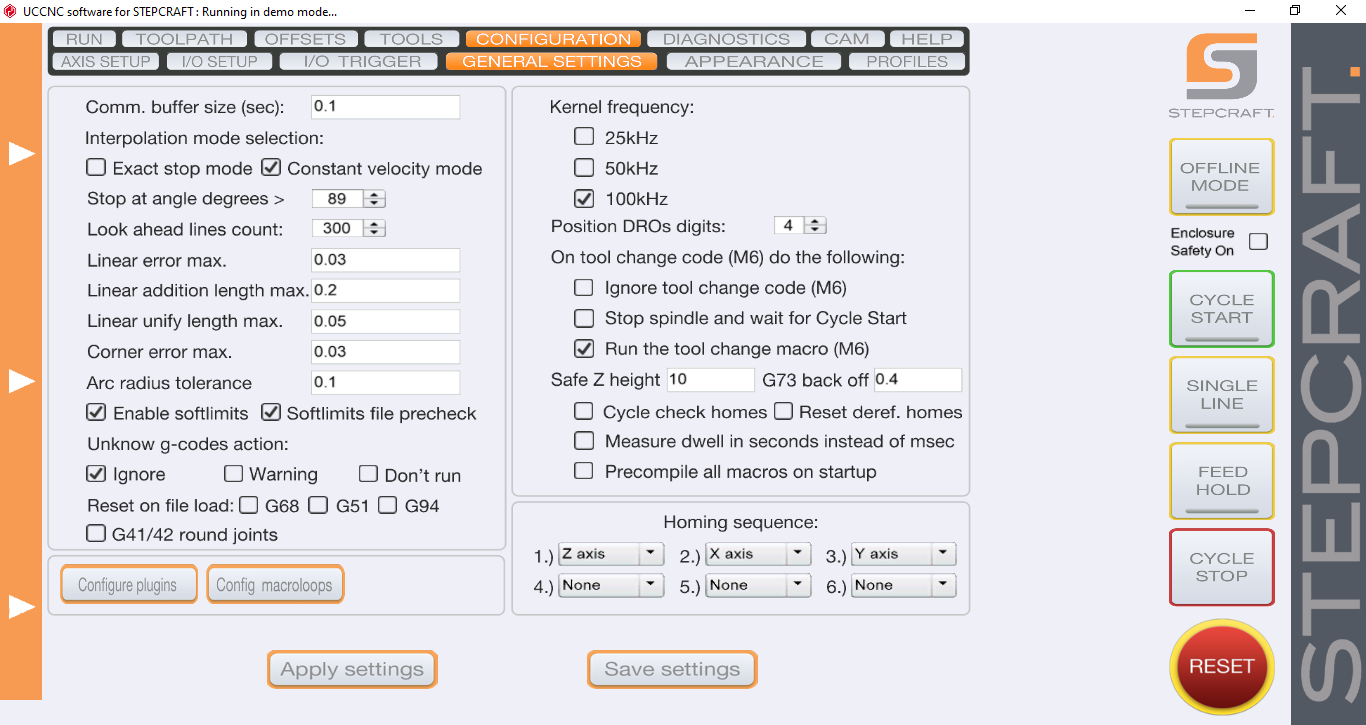
Kernel frequency
Tato volba definuje maximální frekvenci, kterou by mělo zařízení UC100 generovat. Možnosti výběru jsou 100 kHz, 50 kHz a 25 kHz. Tento parametr definuje, kolik pulzů za sekundu by měl ovladač vyprodukovat. Například s nastavením 100 kHz je maximální počet kroků za sekundu 100 000, což znamená celkovou dobu trvání jednoho pulzu 10 mikrosekund. S nižšími frekvencemi je doba trvání signálu delší, což činí nastavení lépe vhodným pro pohony postavené s nízko výkonnými (pomalými) optickými spínači.
pozn.: Frekvence jádra je rychlost, s jakou zařízení UC100 generuje pulzy pro ovládání krokových motorů. Vyšší frekvence jádra umožňuje motorům pohybovat se rychleji, ale vyžaduje také přesnější časování od elektroniky pohonu.
pozn.: Pro pohony postavené s vysoko výkonnými optickými spínači lze použít frekvenci jádra 100 kHz k dosažení nejvyšších rychlostí motorů. U pohonů postavených s nízko výkonnými optickými spínači se však doporučuje použít nižší frekvenci jádra, například 50 kHz nebo 25 kHz. To pomůže zajistit, aby elektronika pohonu dokázala udržet krok s požadavky ovladače.
Positions DROs digits
Toto nastavení koriguje počet desetinných míst, které se mají použít při zobrazování polohy v osách. Toto nastavení lze použít ke zvýšení přesnosti zobrazení polohy, ale může také snížit rychlost zobrazení.
Například, pokud je position drosdigits nastaven na 3, poloha osy bude zobrazena s třemi desetinnými místy. To znamená, že poloha osy bude zobrazena jako 12.345 mm. Pokud je position drosdigits nastaven na 1, poloha osy bude zobrazena s jedním desetinným místem. To znamená, že poloha osy bude zobrazena jako 12.3 mm.
pozn.: čím vyšší hodnotu tohoto parametru zvolíte, tím vyšší přesnost, čím nižší hodnota, tím rychlejší(teoreticky) zobrazování aktuální polohy v jednotlivých osách. V případě obrábění materiálů na bázi dřeva je dostatečující tento parametr nastavit na hodnotu 2-3
On tool change code (M6) do the following
Chování řídícího softwaru v případě že zavedený G-kód obsahuje příkaz odkazující na makro M6. V případě nastavení volby na:
Ignore tool change code (M6) - bude software toto volání ignorovat a pokračovat ve vykonávání zavedeného programu na další řádce G-kódu
Stop spindle and wait for Cycle Start - řídící software vypne frézovací jednotku a pro vykonání tohoto příkazu (tzn. automatické výměny nástroje) bude vyžadovat potvrzení operátora
Run the tool change macro (M6) - cnc systém vykoná zadaný příkaz(tzn. automaticky vymění nástroj) zcela autonomně
Safe Z height
Bezpečná přejezdová výška Z je vzdálenost (od pracovního počátku Z0), do které se CNC systém přesune v případě obdržení instrukce pro přesuv-přejezd (nad materiálem). Například v případě přesuvu do počáteční pozice při spuštění příkazu RUN FROM HERE
pozn: v případě nastavení pracovního počátku na úroveň pracovního stolu resp. spodní ložné plochy materiálu, je potřeba aby byl tento parametr větší než výška materiálu (v ideálním případě k němu přičtěte i výšku vašich upínek).
G73 back off
G76 back off je g-kód používaný v CNC frézování k definování vzdálenosti, o kterou se nástroj posune zpět od řezané oblasti po dokončením řezu. Tento g-kód se používá k prevenci poškození nástroje a obráběného materiálu.
G76 back off je definován následujícím způsobem:
G76 back off {vzdálenost}
kde {vzdálenost} je vzdálenost, o kterou se nástroj posune zpět od řezané oblasti před dokončením řezu.
G76 back off se obvykle používá po řezných operacích, jako je vrtání, frézování nebo řezání závitů. Může být také použit po operacích, jako je výměna nástroje nebo změna polohy stroje.
G76 back off je důležitý parametr, který je třeba při CNC frézování zvážit. Správné nastavení g-kódu G76 back off může pomoci prodloužit životnost nástroje a obráběného materiálu a zlepšit kvalitu obráběného povrchu.
pozn.: Nízká hodnota g-kódu G76 back off může způsobit poškození nástroje a obráběného materiálu.
Vysoká hodnota g-kódu G76 back off může snížit rychlost obrábění.
Hodnota g-kódu G76 back off by měla být nastavena podle typu obráběného materiálu, typu obráběcího nástroje a hloubky řezu.
Obecně platí, že hodnota g-kódu G76 back off by měla být nastavena na 0,5 až 1 mm pro většinu aplikací. Pro jemné frézování/finišování lze hodnotu g-kódu G76 back off zvýšit až na 2 mm. Pro hrubé frézování nebo broušení lze hodnotu g-kódu G76 back off snížit na 0,2 mm.
Je důležité si uvědomit, že hodnota g-kódu G76 back off je pouze jedním z mnoha faktorů, které ovlivňují kvalitu obrábění. Další důležité faktory zahrnují rychlost obrábění, hloubku řezu a typ obráběcího nástroje.
Cycle check homes
Parametrem Cycle check homes v UCCNC lze nastavit, rekalibraci os před spuštěním každého pracovního cyklu. Pokud je tento parametr zapnutý, řídicí systém před spuštěním každého pracovního cyklu vykoná příkaz "Home all"(viz. článek zde) a pokud zjistí odchylku od původních hodnot, zobrazí chybové hlášení namísto spuštění pracovního cyklu.
pozn. aktivaci této volby doporučujeme obzvláště při agresivních metodách frézování, nevhodně nastavených řezných podmínkách, nadstandardních požadavcích na přesnost případně při kombinaci zmíněného se systémem bez scls(systém hlídání správnosti chodu)
pozn. v případě aktivace této funkce u cnc systémů vybavených automatickou výměnou nástroje bude rekalibrace prováděna i během cyklu automatické výměny nástroje (resp. po každé automatické výměně nástroje před spuštěním dalšího pracovního cyklu)
Measure dwell in second insteadof msec
Nastavení Measure dwell in second instead of msec v UCCNC určuje, zda se doba setrvání (dwell time) měří v sekundách nebo milisekunách. Pokud je toto nastavení zapnuto, doba setrvání se bude měřit v sekundách. Pokud je toto nastavení vypnuto, doba setrvání se bude měřit v milisekunách.
Doba setrvání(dwell) je čas, který CNC frézka stráví na jednom místě, aniž by se pohybovala. Doba setrvání se používá pro různé účely, například pro řezání materiálu nebo pro dotočení nástroje před jeho automatickou výměnou.
Precompile all macros on startup
Nastavení Precompile all macros on startup v UCCNC určuje, zda se mají všechny makroy předem zkompilovat při spuštění. Pokud je toto nastavení zapnuto, všechny makroy budou zkompilovány při spuštění UCCNC. Pokud je toto nastavení vypnuto, makroy budou zkompilovány pouze tehdy, když budou poprvé spuštěny.
Zkompilování makro znamená přeložit makro do strojového kódu, který může být přímo spuštěn CNC řídicím systémem. Zkompilování makro může zlepšit výkon CNC stroje, protože CNC řídicí systém nemusí interpretovat makro při jeho spuštění.
pozn.: Výhodou aktivace této volby je zlepšení výkonu CNC stroje, snížení zátěže řídícího CPU a snížení rizika chyby při interpretaci maker. Naopak nevýhodami je o něco pomalejší spouštění UCCNC a vyšší nároky na paměť řídícího počítače. Tzn. pokud používáte velké množství maker pro poměrně nenáročné(krátké) g-kódy, je výhodnější tuto funkci aktivovat, v případě že používáte jen pár makropříkazů a zároveň spouštíte dlouhé náročné G-kódy, je výhodější tuto funkci naopak deaktivovat.
Homing sequence
nastavení tohoto parametru určuje v jakém pořadí bude při spuštění příkazu Home ALL docházet ke kalibraci jednotlivých os (viz. článek zde)