Správná volba strategie zanoření nástroje do materiálu je klíčová pro dosažení kvalitních výsledků, prodloužení životnosti nástrojů a ochranu vašeho CNC stroje. CNC systémy Stepcraft M.Série a D3.Série nabízejí díky své konstrukci a přesnosti možnost využít různé strategie zanoření v závislosti na obráběném materiálu a typu nástroje.
Základní strategie zanoření
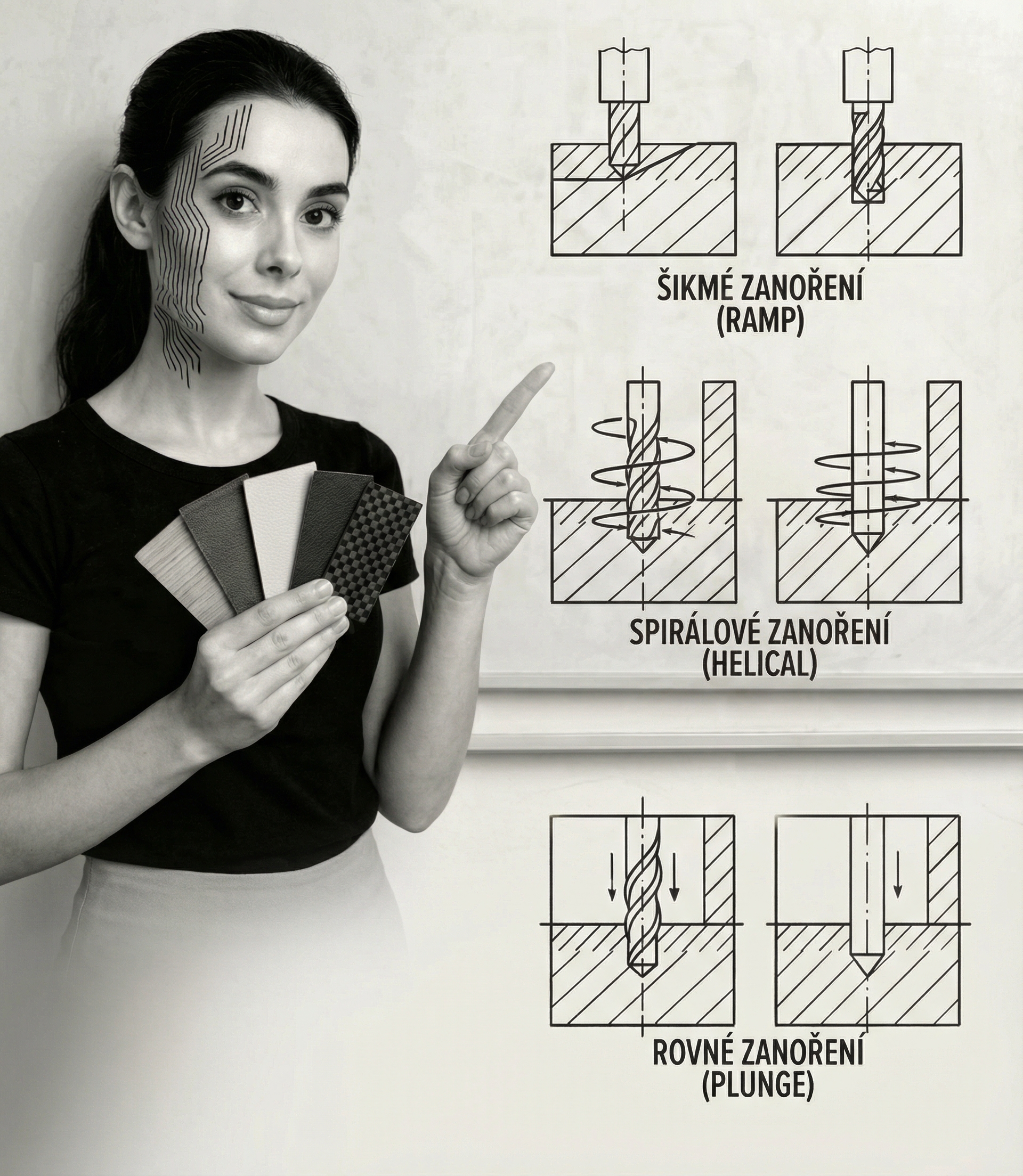
1. Přímý sestup (Plunge)
Nejjednodušší metoda, při které nástroj sestupuje svisle přímo do materiálu. Rychlost zanoření (Plunge rate) by měla být nastavena na 10-20% rychlosti posuvu (Feed rate).
Vhodné pro:
- Nástroje se zavrtávacím zubem (ostří přes střed)
- Vrtání otvorů
- Měkké materiály při menších hloubkách
⚠️ NEVHODNÉ pro:
- Nástroje pouze s bočními břity
- Tvrdé materiály (hliník, tvrdé plasty, CFK, tvrdé dřeviny,..)
- Větší hloubky zanoření
2. Hladký sestup - Rovná rampa (Ramp)
Kombinace svislého sestupu s horizontálním posuvem vytváří šikmou dráhu zanoření. Plunge rate nastavte na 30-60% Feed rate.
Výhody:
- Šetrnější k nástroji i stroji
- Umožňuje použití nástrojů bez zavrtávacího zubu
- Rovnoměrnější rozložení zatížení
Ideální pro:
- Většinu materiálů
- Delší nástroje
- Tvrdší materiály
3. Sestup Cik-Cak (Zigzag Ramp)
Varianta rovné rampy s pohybem tam a zpět, která vyžaduje kratší vzdálenost. Plunge rate: 30-60% Feed rate.
Použití:
- Malé díly
- Tvarově složité obrysy
- Omezený prostor pro zanoření
4. Spirální sestup (Helical)
Kontinuální spirálový sestup rovnoměrně rozložený po celé délce řezu. Plunge rate: 30-60% Feed rate.
Nejšetrnější metoda:
- Minimální zatížení nástroje
- Ideální pro tvrdé materiály
- Nejlepší pro hliník a další neželezné kovy
👉 Postup nastavení strategie zanoření v CAD/CAM Vectric naleznete v článku zde
DOPORUČENÉ PARAMETRY RAMPY
1. Úhel sestupu rampy:
| Materiál | Optimální úhel | Poznámka |
|---|---|---|
| Měkké dřevo, MDF | 3-5° | Lze i mírně strmější (až 7°) |
| Tvrdé dřevo, překližky | 2-4° | Šetrnější přístup |
| Měkké plasty | 3-5° | Pozor na tavení - nižší úhel = méně tepla |
| Tvrdé plasty, plexisklo | 2-3° | Riziko prasknutí - pozvolný sestup |
| Hliník, CFK, Dibond | 1-3° | Nejšetrnější - preferovat spirálu! |
2. Délka rampy:
Výpočet délky rampy:
Pro danou hloubku zanoření (H) a úhel rampy (α):
Délka rampy = H / tan(α)
Praktické příklady:
| Hloubka zanoření | Úhel 3° | Úhel 5° | Úhel 7° |
|---|---|---|---|
| 1 mm | 19 mm | 11 mm | 8 mm |
| 2 mm | 38 mm | 23 mm | 16 mm |
| 3 mm | 57 mm | 34 mm | 25 mm |
| 5 mm | 95 mm | 57 mm | 41 mm |
💡TIP: pravidlo dle průměru nástroje:
Mnoho CNC operátorů používá jednodušší pravidlo:
Délka rampy = 3-5× průměr nástroje
Příklady:
- Nástroj Ø 3 mm → rampa 9-15 mm
- Nástroj Ø 6 mm → rampa 18-30 mm
- Nástroj Ø 10 mm → rampa 30-50 mm
Pro tvrdé materiály (hliník, CFK):
- Délka rampy = 5-10× průměr nástroje
SPIRÁLNÍ SESTUP - specifika
Průměr spirály:
| Typ materiálu | Průměr spirály | Poznámka |
|---|---|---|
| Měkké materiály | 50-70% průměru nástroje | Menší spirála = rychlejší |
| Střední tvrdost | 70-100% průměru nástroje | Optimální kompromis |
| Tvrdé materiály | 100-150% průměru nástroje | Větší spirála = šetrnější |
| Hliník, kovy | 150-200% průměru nástroje | Maximální šetrnost |
Příklad:
- Nástroj Ø 6 mm do hliníku
- Průměr spirály: 9-12 mm (150-200%)
- Hloubka zanoření: 3 mm
- Spirála udělá cca 2-3 otáčky než dosáhne plné hloubky
SHRNUTÍ - Kompletní tabulka doporučení
| Strategie | Plunge rate | Optimální parametry | Použití |
|---|---|---|---|
| Přímý sestup | 10-20% Feed rate | - | Měkké materiály, nástroje se zavrtávacím zubem |
| Rovná rampa | 30-60% Feed rate | Úhel: 2-5° Délka: 3-5× Ø nástroje |
Univerzální, většina materiálů |
| Cik-Cak rampa | 30-60% Feed rate | Stejné jako rovná rampa Kratší prostor |
Malé díly, omezený prostor |
| Spirální sestup | 30-60% Feed rate | Průměr spirály: 50-200% Ø nástroje (podle materiálu) |
Tvrdé materiály, hliník, kovy, nejšetrnější |
Strategie zanoření podle typu nástroje
Každý typ nástroje má své specifické vlastnosti, které určují vhodnou strategii zanoření. Nesprávná volba může vést k poškození nástroje nebo nekvalitnímu obrábění.
| Typ nástroje | Doporučená strategie | ZAKÁZÁNO | Specifika a poznámky |
|---|---|---|---|
| Jednobřitá fréza (1-flute) | Přímý sestup / Rovná rampa | Většina má zavrtávací zub - přímý sestup OK. Nejlepší odvod třísek. Ideální pro měkké plasty (riziko tavení), hliník, měkké dřevo. Vyšší posuvy možné. | |
| Dvoubřitá fréza (2-flute) | Všechny strategie možné* | - | *Pokud má zavrtávací zub, lze přímý sestup. Bez něj pouze rampy/spirála. Výborný odvod třísek díky velkým drážkám. Ideální pro měkké materiály, dřevo, plasty. |
| Fréza s pozitivní geometrií | Rovná rampa / Spirální | ❌ Agresivní přímý sestup | Břity "táhnou" materiál nahoru. Ostrý řez, nižší řezné síly. Vhodné pro dřevo, MDF, měkké plasty. Opatrně u laminátů - riziko vytrhávání horní vrstvy. |
| Fréza s negativní geometrií | Spirální / Rovná rampa | ❌ Přímý sestup | Břity tlačí materiál dolů. Vyšší řezné síly, robustnější břity. Ideální pro tvrdé materiály, kompozity, laminované desky. Čistý řez na horní straně. |
| Kompresní fréza | Spirální / Rovná rampa (delší) | ❌ Přímý sestup ❌ Krátká rampa |
Kombinace pozitivní (dole) a negativní (nahoře) geometrie. Musí proniknout celou tloušťkou materiálu! Ideální pro překližky, laminované desky. Čistý řez na obou stranách. |
| V-bit (gravírovací V-fréza) | Přímý sestup | ❌ Rampy (zbytečné) | Špičatý tvar s ostrým hrotem. Používá se pro gravírování, V-carving, fazování. Malé hloubky, přímý sestup je efektivní. Pozor na křehký hrot! |
| Gravírovací V-fréza s ploškou | Přímý sestup / Rovná rampa | - | V-fréza s plochou špičkou místo hrotu. Robustnější než klasický V-bit. Vhodná pro hlubší gravírování, 3D V-carving. Ploška umožňuje přímý sestup, ale rampa je šetrnější. |
| Kulová fréza (Ball nose) | Spirální / Rovná rampa | ❌ Přímý sestup | Kulový tvar nemá ostří přes střed! Špička nástroje je nejslabší místo. Vždy používejte rampu nebo spirálu. Ideální pro 3D obrábění a zaoblené tvary. |
| Srovnávací fréza (Surfacing bit) | Přímý sestup POUZE | ❌ Rampy ❌ Spirála |
Speciální nástroj pro rovinné frézování. Široký průměr, břity na čele. Používá se pro srovnání obrobkového stolu nebo materiálu. Zanoření vždy svisle, malé hloubky (0,1-0,5mm). |
Pokročilé tipy pro jednotlivé typy nástrojů
🔵 Jedno- vs. Dvoubřité frézy
Jednobřitá:
- ✅ Vyšší posuvy (až 2× rychlejší než dvoubřitá)
- ✅ Perfektní pro hliník a lepivé materiály
- ✅ Méně tepla = méně tavení u plastů
- ⚠️ Vyšší vibrace při vysokých otáčkách
Dvoubřitá:
- ✅ Hladší povrch
- ✅ Nižší vibrace
- ✅ Univerzálnější použití
- ⚠️ Horší odvod třísek u lepivých materiálů
🔵 Pozitivní vs. Negativní geometrie
Kdy použít pozitivní:
- Měkké dřeviny, MDF, měkké plasty
- Když potřebujete nízké řezné síly
- Tenké materiály (menší zatížení stroje)
Kdy použít negativní:
- Tvrdé dřeviny, překližky s laminací
- Kompozitní materiály (CFK, GFK)
- Když potřebujete čistý řez na horní straně
- Abrazivní materiály (delší životnost břitu)
🔵 Kompresní frézy - speciální pravidla
Kritická pravidla:
- Hloubka zanoření musí být větší než výška pozitivní části (obvykle 40-60% celkové délky břitu)
- Nikdy nepoužívejte na tenčí materiál než je přechodová zóna
- Rampa musí být dostatečně dlouhá - min. 3× průměr nástroje
Ideální pro:
- Překližky 6-20mm
- Laminované DTD
- Dvouvrstevné materiály (Dibond)
🔵 V-bity a gravírovací nástroje
Klasický V-bit (ostrý hrot):
- Úhly: 30°, 45°, 60°, 90°, 120°
- Pouze pro gravírování a V-carving
- Křehký hrot - pozor na uzly ve dřevě!
- Nízké otáčky u kovů (10 000-15 000 RPM)
- Vyšší otáčky u dřeva (18 000-24 000 RPM)
V-bit s ploškou:
- Průměr plošky: 0,1-1,0mm
- Robustnější, vhodný pro hlubší řezy
- Umožňuje 3D V-carving s detaily
- Ploška vytváří "podlahu" v gravírování
🔵 Kulové frézy (Ball nose)
Proč nikdy přímý sestup:
- Kulový tvar koncentruje veškeré zatížení do nejmenšího bodu
- Špička má nulovou řeznou rychlost (otáčí se kolem své osy)
- Vysoké riziko zlomení nebo otupení
Optimální postup:
- Spirální sestup s průměrem spirály 50-70% průměru nástroje
- U 3D obrábění využít přirozený tvar dráhy pro postupné zanoření
- Plunge rate max 40% Feed rate
🔵 Srovnávací frézy
Specifika použití:
- Průměr 30-80mm (pro Stepcraft ideálně 30-50mm)
- Překryv drah: 10-20% průměru
- Hloubka řezu: 0,1-0,3mm na průchod
- Vysoké otáčky: 18 000-24 000 RPM
- Nízký posun: 1000-2000 mm/min
Doporučení pro konkrétní materiály na Stepcraft M.Série a D3.Série
| Materiál | Doporučená strategie | Alternativní strategie | Poznámky |
|---|---|---|---|
| Masiv měkké dřeviny (borovice, smrk, lípa) |
Přímý sestup / Rovná rampa | Cik-Cak rampa | U větších průměrů nástrojů (>6mm) lze použít přímý sestup. Pro menší nástroje preferujte rampu. |
| Masiv tvrdé dřeviny (dub, buk, jasan) |
Rovná rampa / Spirální | Cik-Cak rampa | Vyhněte se přímému sestupu! Použijte nástroje s dobrým odvodem třísek. |
| Překližky | Rovná rampa | Spirální / Cik-Cak | Pozor na delaminaci - ostrý nástroj je klíčový. Rampa minimalizuje vytrhávání vrstev. |
| MDF | Přímý sestup / Rovná rampa | Jakákoliv | MDF je tolerantní materiál. U tenkých desek preferujte rampu pro menší vibrace. |
| DTD (dřevotříska) | Rovná rampa | Přímý sestup | Podobné jako MDF, ale opatrnější přístup kvůli laminované vrstvě. |
| Měkké plasty (PE, PP, PVC) |
Rovná rampa / Spirální | Cik-Cak rampa | Pozor na tavení! Nižší otáčky a dobrý odvod třísek. Rampa snižuje tepelné zatížení. |
| Tvrdé plasty (POM, PA, ABS) |
Spirální / Rovná rampa | Cik-Cak rampa | Vyžadují šetrné zanoření. Nikdy nepřímý sestup! |
| Plexisklo (PMMA) | Spirální | Rovná rampa | Velmi citlivé na přímý sestup - riziko prasknutí! Pouze ostré nástroje pro akrylát. |
| CFK (karbonové kompozity) | Spirální | Rovná rampa | Pouze diamantové nebo karbidové nástroje. Spirální sestup je nutností! Ochrana dýchacích cest. |
| Dibond (Al kompozit) | Spirální / Rovná rampa | Cik-Cak rampa | Kombinace hliníku a plastu vyžaduje šetrný přístup. Dobrý odvod třísek. |
| Hliník (Alu) | Spirální (POVINNĚ!) | Rovná rampa (opatrně) | Přímý sestup je zakázán! Pouze spirální nebo dlouhá rampa. Mazání doporučeno. Pozor na zatížení stroje. |
Kombinace nástroj + materiál - rychlý průvodce
| Materiál | Doporučený nástroj | Strategie zanoření | Speciální tipy |
|---|---|---|---|
| Měkké dřevo | Dvoubřitá pozitivní / Jednobřitá | Přímý sestup / Rovná rampa | Vysoké posuvy možné. Pozor na vlákna. |
| Tvrdé dřevo | Dvoubřitá pozitivní/negativní | Spirální / Rovná rampa | Nižší posuvy, vyšší otáčky. Ostrý nástroj nutnost. |
| Překližka | Kompresní / Dvoubřitá negativní | Rovná rampa / Spirální | Kompresní fréza = nejčistší řez na obou stranách. |
| MDF | Dvoubřitá pozitivní | Jakákoliv | Abrazivní materiál - karbidové nástroje. Časté broušení. |
| Laminované DTD | Kompresní / Negativní | Rovná rampa | Ochrana laminované vrstvy. Kompresní ideální. |
| Měkké plasty | Jednobřitá / Dvoubřitá pozitivní | Spirální / Rovná rampa | Nižší otáčky (12 000-16 000 RPM). Dobrý odvod třísek. |
| Tvrdé plasty | Dvoubřitá / Jednobřitá | Spirální | Střední otáčky. Pozor na praskání. |
| Plexisklo | Jednobřitá speciální pro akrylát | Spirální POUZE | Speciální geometrie pro akrylát. Nízké posuvy. Vysoké otáčky. |
| CFK/GFK | Diamantová / Karbidová kompresní | Spirální | Kompresní zabraňuje delaminaci. Odsávání POVINNÉ! |
| Dibond | Jednobřitá / Kompresní | Spirální / Rovná rampa | Jednobřitá nejlepší pro hliníkové vrstvy. |
| Hliník | Jednobřitá / Dvoubřitá pro kov | Spirální POVINNĚ | Mazání (WD-40, řezný olej). Nízké otáčky (10 000-14 000 RPM). |
Praktické tipy pro Stepcraft M.Série a D3.Série
Konzervativní nastavení (začátečníci):
- Plunge rate: 30-40% Feed rate
- Úhel rampy: 3°
- Průměr spirály: 100% průměru nástroje
Optimalizované nastavení (pokročilí):
- Plunge rate: 40-60% Feed rate (podle materiálu)
- Úhel rampy: 3-5° (měkké mat.), 2-3° (tvrdé mat.)
- Průměr spirály: 70-150% průměru nástroje (podle materiálu)
Pro tvrdé materiály (hliník, CFK):
- Plunge rate: 40-50% Feed rate
- Úhel rampy: 1-2° (nebo raději spirála!)
- Průměr spirály: 150-200% průměru nástroje
⚠️ DŮLEŽITÉ UPOZORNĚNÍ:
Proč NENÍ Plunge rate 100% Feed rate u ramp?
I když rampa kombinuje svislý a horizontální pohyb, Plunge rate zůstává 30-60% protože:
- Svislé řezání je náročnější než horizontální
- Odvod třísek je horší při zanořování
- Tepelné zatížení je vyšší
- Ochrana nástroje - šetrnější přístup prodlužuje životnost
Výjimka:
Některé pokročilé CAM softwary automaticky přepočítávají efektivní rychlost při rampě, takže můžete nastavit Plunge rate = Feed rate a software sám upraví rychlost podle úhlu. Ale u Vectric a většiny CAM pro Stepcraft platí pravidlo 30-60%!
Nastavení rychlostí zanoření:
Pro M.Série (robustnější konstrukce):
- Měkké materiály: Plunge rate 20-40% Feed rate
- Střední tvrdost: Plunge rate 30-50% Feed rate
- Tvrdé materiály: Plunge rate 40-60% Feed rate
Pro D3.Série (lehčí konstrukce):
- Měkké materiály: Plunge rate 15-30% Feed rate
- Střední tvrdost: Plunge rate 25-40% Feed rate
- Tvrdé materiály: Plunge rate 30-50% Feed rate
Obecná doporučení:
- Vždy začněte konzervativněji - nižší rychlosti a šetrnější strategie
- Sledujte zvuk stroje - neobvyklé zvuky signalizují problém
- Kontrolujte teplotu nástroje - přehřátí zkracuje životnost
- U tvrdých materiálů (hliník, CFK, tvrdé plasty) vždy preferujte spirální sestup
- Testujte na odpadním materiálu před finálním obráběním
- Pravidelně kontrolujte ostrost břitů - tupý nástroj = špatný řez + vyšší zatížení
- Respektujte limity nástroje - průměr, délka vyložení, maximální hloubka řezu
Kdy použít kterou strategii - rychlý přehled:
✅ Přímý sestup: Měkké dřevo, MDF, nástroje se zavrtávacím zubem, V-bity, srovnávací frézy
✅ Rovná rampa: Univerzální volba pro většinu materiálů a nástrojů
✅ Cik-Cak rampa: Malé díly, omezený prostor, kompresní frézy
✅ Spirální sestup: Hliník, CFK, tvrdé plasty, plexisklo, tvrdé dřevo, kulové frézy
Nejčastější chyby a jak se jim vyhnout:
❌ CHYBA: Přímý sestup s kulovou frézou
✅ ŘEŠENÍ: Vždy spirála nebo rampa
❌ CHYBA: Krátká rampa u kompresní frézy
✅ ŘEŠENÍ: Rampa min. 3× průměr nástroje
❌ CHYBA: Vysoká rychlost zanoření u hliníku
✅ ŘEŠENÍ: Spirální sestup, Plunge rate max 40% Feed rate
❌ CHYBA: Použití tupého nástroje
✅ ŘEŠENÍ: Pravidelná kontrola a výměna/broušení
❌ CHYBA: Nedostatečný odvod třísek u hlubokých kapes
✅ ŘEŠENÍ: Jednobřitá fréza nebo častější výjezdy nástroje
Závěr
Správná volba strategie zanoření v kombinaci s vhodným typem nástroje výrazně ovlivňuje kvalitu obrábění, životnost nástrojů a zatížení vašeho CNC stroje Stepcraft. Zatímco přímý sestup je nejrychlejší, pro většinu aplikací na M.Série a D3.Série doporučujeme používat rampy nebo spirální sestup, které jsou šetrnější a univerzálnější.
Klíčová pravidla k zapamatování:
- Kulové frézy = NIKDY přímý sestup
- Hliník a kovy = POUZE spirální sestup
- Kompresní frézy = Dlouhá rampa, musí proniknout celou tloušťkou
- Jednobřité frézy = Nejlepší pro hliník a lepivé materiály
- Negativní geometrie = Čistý řez na horní straně
- V-bity = Přímý sestup OK, ale pozor na křehký hrot
Pamatujte: čas ušetřený agresivnějším zanořením se nevyplatí, pokud poškodíte nástroj nebo stroj. Investice do správné strategie a výběru vhodného nástroje se vám vrátí v kvalitě výsledků, dlouhé životnosti vašeho vybavení a úspoře času na opravách a výměnách nástrojů.
Doporučený postup pro začátečníky:
- Začněte s dvoubřitými frézami s pozitivní geometrií
- Používejte spirální nebo rovnou rampu
- Nastavte konzervativní rychlosti (Plunge rate 30% Feed rate)
- Testujte na odpadním materiálu
- Postupně optimalizujte parametry podle zkušeností