V dnešním článku naleznete základní pracovní postup, který Vás dovede k úspěšnému vyfrézování Vašeho prvního zkušebního vzorku. Vše co k tomu budete potřebovat, je Váš CNC systém Stepcraft, fréza s řeznou kružnicí 2mm a kousek materiálu o velikosti alespoň 60 x 60 x 3mm. Tento postup je obecně platný a praktikovatelný na všech CNC systémech Stepcraft M.Serie, D.3 Serie, D.Serie i Q.Serie.
1) Instalace řídícího programu
- zasuňte flashdisk Stepcraft do USB Vašeho počítače
- spusťte automatický instalátor kliknutím na soubor "Stepcraft_Multi-Installer.exe"

- proveďte instalaci dle pokynů na obrazovce přičemž postup je následující: instalace UCCNC, nahrání licence do UCCNC, instalace profilu Vašeho CNC do UCCNC (viz. článek UCCNC nové profily Stepcraft)
Pozn.: Pokud by se po úspěšném dokončení instalace, nahrání licence a nainstalování příslušeného profilu Stepcraft při připojení k CNC systému nedařilo spustit UCCNC v jiném než DEMO módu, aplikujte postup uvedený v článku instalace ovladače UC100 zde
2) Výběr a upnutí nástroje
- vezměte frézu o řezném průměru 2 mm
- upněte frézu do frézovací jednotky (viz. článek kleština a převlečná matice zde)

Tip: Pro dosažení ideálního výsledku doporučujeme použít dvoubřitou spirálovou negativní frézu, více o typech nástrojů v článku Typologie frézovacích nástrojů zde
3) Spuštění CNC systému
- připojte CNC sytém k počítači, zapněte jej a spusťte řídící software UCCNC
- zkontrolujte připojení CNC systému k počítači

Pozn.: Po připojení k počítači se na konektoru UC100 rozsvítí zelená kontrolka, po spuštění řídícího programu UCCNC se zároveň rozsvítí kontrolka modrá
Tip: pokud CNC systém fyzicky připojujete a odpojujete od el. sítě, čiňte tak pomocí vidlice-zástrčky pro 230V za napájecím adaptérem ( tzn. neodpojujte/nevytahujte napájecí konektor z CNC systému pokud je napájecí adaptér v zásuvce)
4) Rutina po spuštění
- proveďte standardní úkony po spuštění (odstraňte podmínku "Reset" a následně zkalibrujte stroj pomocí příkazu "Home all" viz. bod 1-4 v článku Rutinní postup obrábění v UCCNC zde)

Pozn.: pokud tlačítko Reset na zmáčkutí nereaguje, resp. po zmáčknutí zobrazí upozornění "The Reset logic of software is active!..." řešení hledejte v článku UCCNC reset logic active zde
5) Upnutí materiálu
- na pracovní stůl upněte podkladovou desku. V ideálním případě by mělo jít o desku z MDF, DVD, DTD, apod., která bude sloužit jako podklad pro obráběný materiál
- na podkladovou desku upněte materiál (viz. kapitola Uchycení obráběného materiálu v článku zde)
Pozn.: jako materiál pro zkušební vorek doporučujeme vzhledem k jeho velikosti použít MDF, DVD, PDP či jakékoli dřevo o minimálním rozměru 60x 60x 3 mm
Tip: Pokud se plánujete věnovat zejména gravírování a dalšímu obrábění s V-drážkovacími nástroji, doporučujeme podkladovou desku tloušťově egalizovat viz. článek srovnávání povrchu podkladové desky)
6) Zavedení programu
- pomocí tlačítka "Load file" otevřete v UCCNC program(g-kod) pro vyfrézování prvního zkušebního vzorku

Pozn.: program(G-kód pro vyfrézování prvního zkušebního vzorku naleznete v kořenovém adresáři UCCNC "C:\UCCNC\Stepcraft Documentation\Examples\02-Milling". Adresář obsahuje obrázky náhledu prvního zkušebního vzorku, vzorek ve vektorech-křivkách pro Vectric příp. jiný CAD/CAM software a soubor s G-kodem pojmenovaný "Stepcraft-Logo.nc případně ke stažení zde"
7) Určení pracovního počátku
- pomocí Jog menu přesuňte pracovní jednotku s upnutým nástrojem nad střed obráběného materiálu
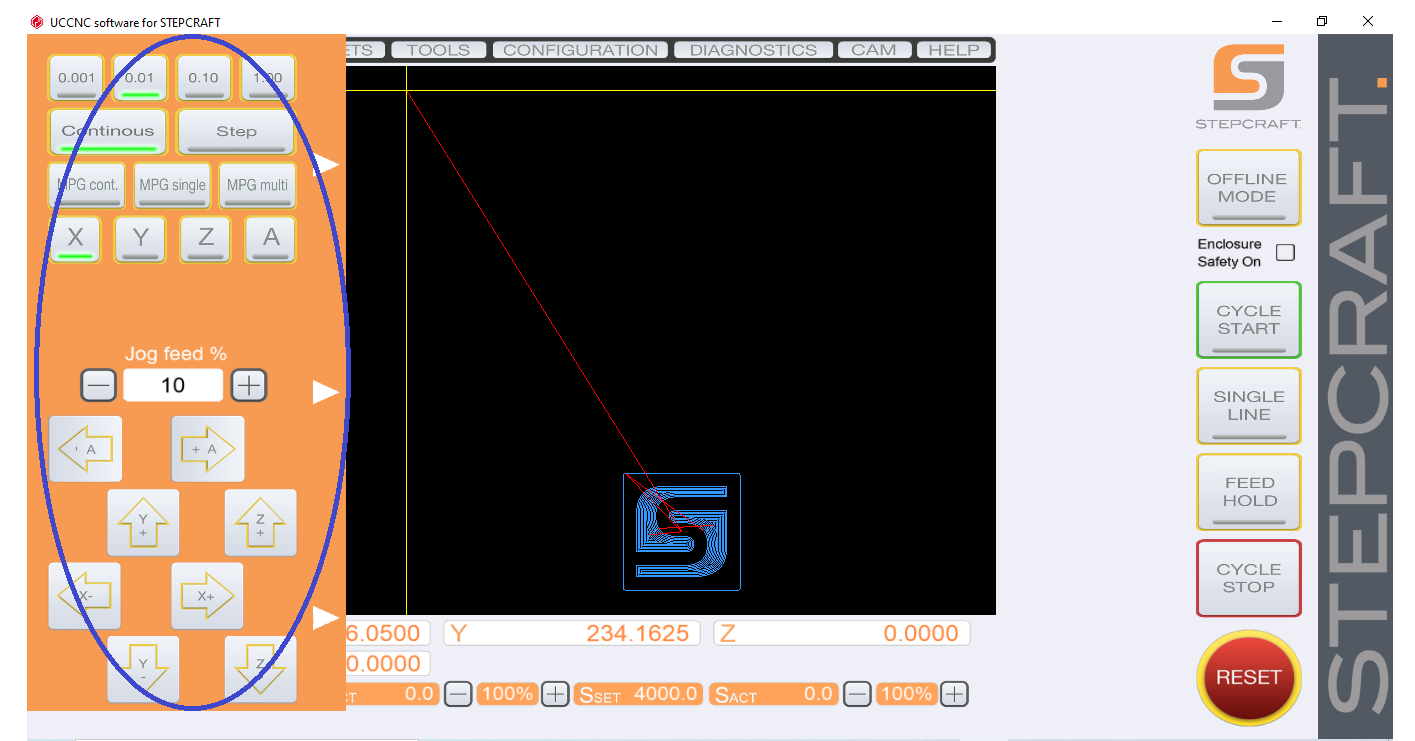
- pomocí tlačítek "ZERO X" a Zero Y příp. pouze tlačítkem "ZERO ALL" nastavte polohu pracovního počátku tzv. pracovní pozici X0Y0 nad střed obráběného materiálu (viz. článek Rutinní postup obrábění v UCCNC zde)

- určete polohu pracovního počátku v ose Z (určení pracovního počátku v ose Z pomocí senzoru délky upnutého nástroje viz. článek Senzor délky upnutého nástroje zde, pomocí manuální "Papírkové metody" viz. kapitola č.7 v článku Rutinní postup obrábění v UCCNC zde)

Pozn.: pro polohování, resp. manuální přesouvání portálu, lze vedle Jog menu využít též klasické šipky a klávesy PageUp a Pagedown
Tip: Pro manuální rychloposuv přidržte zároveň s šipkou též klávesu Shift
8) Kontrola před spuštěním pracovního cyklu
- zkontrolujte preciznost upnutí materiálu, utažení nástroje v převlečné matici, zapnutí frézovací jednotky
- zkontrolujte, zda nástrojové dráhy a přejezdy CNC nekolidují s upínkami či jakoukoli jinou překážkou na pracovním stole.
Pozn.: pro vizuální kontrolu kolizí doporučujeme povyjet pracovní jednotkou dostatečně vysoko nad obráběný materiál a v manuálním režimu(Jog menu) s ní objet celý obvod nahraného programu(G-kódu)
9) Spuštění pracovního cyklu
- pomocí tlačítka "Start Cycle" spusťte program obrábění Vašeho prvního zkušebního vzorku

Pozn.: v případě jakékoli komplikace či neočekávaného chování, CNC systém ihned zastavte pomocí stlačení STOP tlačítka, příp. kliknutím na tlačítko Reset. V případě potřeby lze zastavit jen pohyb CNC pomocí tlačítka Feed Hold, avšak tuto funkci doporučujeme začít používat až po získání praktických zkušeností (viz. článek UCCNC GUI)
10) Dokončení pracovního cyklu
- vyčkejte na dokončení pracovního cyklu, odeberte vyfrézovaný vzorek a vizuálně zkontrolujte jeho jakost

Tip: po dokončení pracovního cyklu doporučujeme odstranit zbývající materiál z pracovního stolu a CNC systém očistit od třísek, odřezků, prachu a pilin.